|
汉智CNC焊接结构件及钣金件质量标准
|
|
标准适用:焊接结构件及钣金件 编制:吴党乾 2024.10.19
|
|
阶段
|
序号
|
检验项目与要求
|
|
原材料
|
1
|
所有原材料的材质需符合图纸要求,物料交付时需同步提供材质证明。
|
|
2
|
方通及板材的规格、厚度需符合图纸规格,实际厚度尺寸小于图纸要求尺寸5%以上的不预接收。(重点确认)
|
|
焊接加工
|
3
|
零部件、焊接组件里面的子零件应裁切平整,边沿不能有凹凸、切割条纹等情况,粗糙度应小于6.3um。不接受激光切割后凹凸不平的部件直接焊接或安装使用(例如焊接板的四周边沿、方通的端面等)。
|
|
4
|
拼接焊接的位置,加工图纸有要求倒坡口焊接的地方,必须加工符合图纸尺寸大小的坡口再焊接,确保工件强度。(重点确认)
|
|
5
|
拼接烧焊的拼接处不能有缝隙,子零件拼缝应平整不能有凹凸、歪斜、错位现象。
|
|
6
|
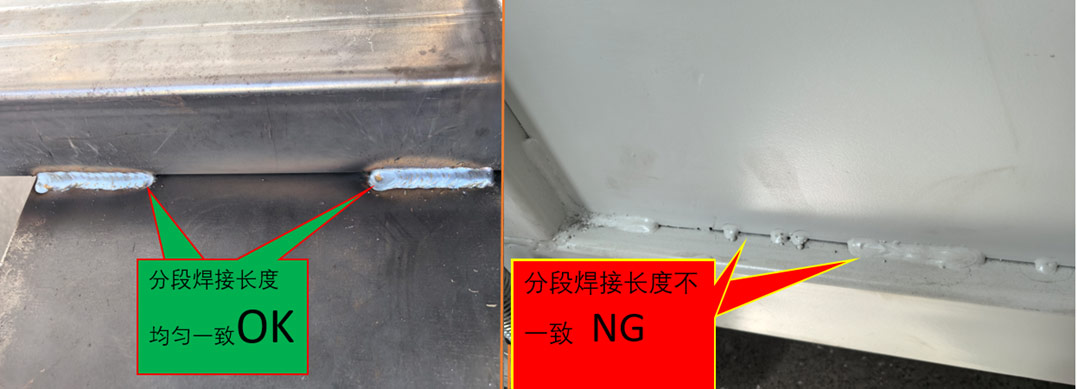
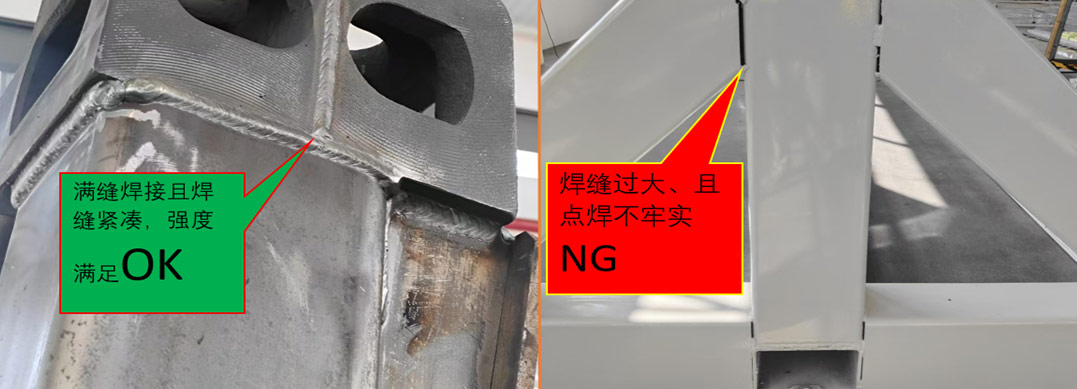
焊缝:所有要求满焊的焊缝,必须按照图纸要求进行满焊焊接;要求分段焊的,需按要求均匀分段焊接,段焊长度应一致且满足强度要求。
|
|
7
|
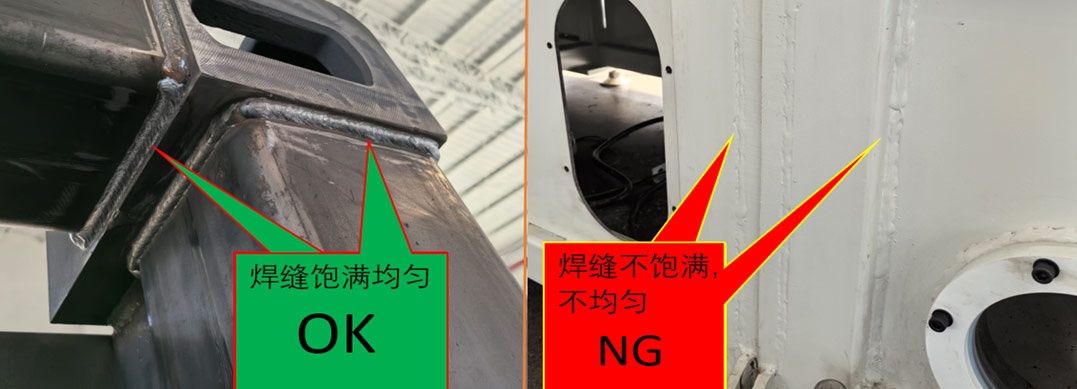
焊缝气孔:所有焊缝不能有虚焊、假焊、夹渣、气孔现象;焊缝应饱满、均匀、一致,外观呈鱼鳞甲状态。
|
|
8
|
焊疤需做适当的打磨处理,要求表面平滑美观;焊缝周边及牙孔内不能有焊珠和焊渣等飞溅物残留。
|
|
9
|
方通或机架上的过孔正反面去毛刺、倒角,孔内光滑。
|
|
10
|
焊接架边缘、折弯角、菱角需打磨,锐角钝化;所有边沿和孔的倒角为流畅C角或R角,不可有波浪纹、崩角现象。
|
|
11
|
喷漆前,图纸特别要求不需要喷涂的精加工面、安装面等表面需做好保护再进行喷漆,烤漆完成后应确认安装面表面、边沿是否有油漆,如有油漆应彻底去除。
|
|
12
|
喷涂厚点应均匀一致,不能有堆积、滴状流挂、漏低等情况。
|
|
13
|
孔的内部和边缘不可有杂质、毛刺、披锋、油漆等;喷漆件所有牙孔必须在喷漆后重新回牙处理。
|
|
外观/工艺
|
14
|
喷漆前,工件需深度清洁处理,避免表面残留油污、金属粉末、异物等影响油漆附着力,烤漆完成后应做油漆附着力抽查,合格方可出货。
|
|
15
|
对于结构件,有要求回火、失效处理的,必须严格按照图纸要求做相应处理。
|
|
16
|
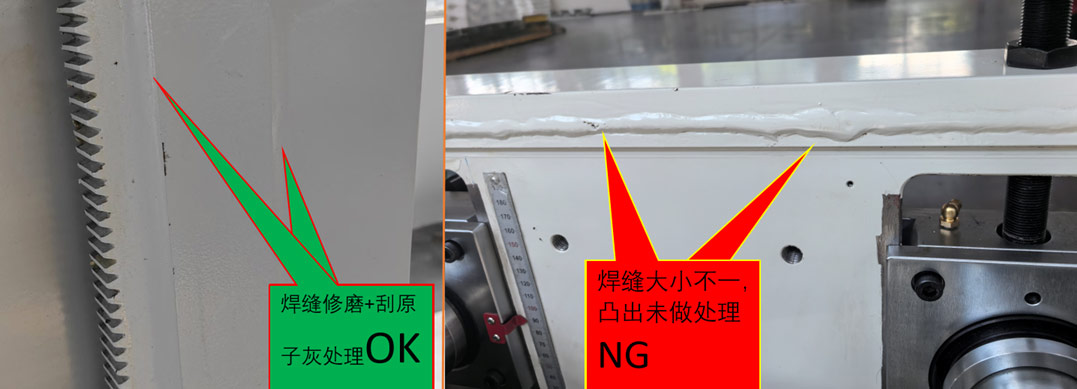
对于焊缝、表面等有凹凸不平的地方,在喷漆前应适当刮原子灰进行修补、整形,再喷漆处理,全部喷漆后工件外观的美观性。
|
|
17
|
同一批次工件表面处理使用的配方和处理工艺须一致(如底漆、面漆、烤箱温度等)。
|
|
18
|
表面外观:钣金零件、焊接组件等同批次生产的相同材质烤漆工件,应尽量保证一次性调油,完成全部工件的喷涂,保证外观色泽、纹路、光洁度等一致,不能有局部发黄、发黑、麻点、打磨斑块痕迹、纹路乱纹等现象。
|
|
包装
|
19
|
完工后工件做彻底清理清洁,方通内、牙孔等死角无铁屑等残留物。
|
|
20
|
无需烤漆的精加工面和安装面,加工完成后清洁处理,表面需涂少量防锈油防止生锈,表面保护不能有碰伤、鼓包等影响安装。
|
|
21
|
喷漆工件需确保油漆彻底固化方可进行包装来料,打开包装不能有包装材料跟表面油漆粘在一起的情况。
|
|
22
|
工件表面用拉伸膜包裹,焊接架等结构件的边角需用纸板或珍珠棉包裹保护,确保防尘、防碰伤。
|
|
标识
|
23
|
每款物料来料时需在包装层贴上零件标识(包含供应商名称、物料名称、图号、物料编码、数量、日期等信息)。
|
|
图纸及配件
|
24
|
来料每款零件需附上全部原图纸,图纸需清晰、整洁,无破损和脏污;附带的配件需做好标识,备注清楚或提供配件清单。
|
|
运输
|
25
|
钣金件及焊接件在生产、存储、运输过程中必须防止淋雨和进水。
|
|
26
|
大件焊接结构件的吊装及运输、卸载过程中,需确保受力均衡,防止因局部受力导致工件变形,影响整体的平面度和平行度等形位尺寸。
|
|
摆放
|
27
|
焊接架和焊接座不能堆叠摆放,避免碰伤;钣金件叠放需平齐,大件放在底下,小件在上面,码放高度不能超过1.2米,异形状的物料单独摆放,防止受压变形。
|
|
说明:
|
在进行批量生产时,本标准用作供应商对来料、制程、出货的稽核记录表,组件或焊接机架交货时需附本检测记录跟随物料一起给到我司。
|




 扫二维码 访问手机站
扫二维码 访问手机站