

喷涂喷漆工艺
50种金属表面处理工艺
1、核心加工要求(关键规范)
喷涂喷漆工艺对环境、工件、涂料、操作等均有严格要求,直接决定涂层质量,具体如下:
1. 环境要求:需在无尘、通风、恒温(15-30℃)、恒湿(40%-60%)的专用喷涂车间进行,避免灰尘、杂质混入涂层,防止出现颗粒、针孔缺陷;禁止在潮湿、有粉尘、高温或低温环境下操作。
2. 工件要求:工件表面需彻底清理,无油污、氧化皮、毛刺、灰尘等杂质,必要时进行除油、除锈、打磨、磷化等预处理;工件表面平整度需符合要求,严重凹凸、划痕需提前修整,避免影响涂层平整度。
3. 涂料要求:选用与工件材质适配的涂料(如金属件选防锈涂料、塑料件选专用附着力涂料),涂料需均匀无沉淀、无结块,按比例稀释(稀释比例需符合涂料说明),避免稀释过度或不足导致流挂、针孔。
4. 操作要求:喷枪与工件距离控制在15-25cm,喷涂角度保持45°-90°,匀速移动(速度20-30cm/s),避免停留过久导致流挂;采用“薄喷多遍”原则,每遍涂层干燥后再进行下一遍,总涂层厚度需符合设计要求(通常20-50μm)。
5. 干燥固化要求:喷涂后需在指定温度下进行干燥(常温干燥或恒温烘干),干燥时间根据涂料类型调整(常温24-48小时,烘干60-80℃,2-4小时);固化后涂层需无流挂、无气泡、无脱落,附着力达标。
2、常用喷涂喷漆工艺及配图解说
结合实际应用,介绍10种常用工艺,搭配配图说明,清晰易懂、贴合生产:
1. 静电喷涂:适用于金属、塑料零件,利用静电吸附原理,涂料附着均匀,利用率高,涂层致密;
2. 粉末喷涂:适用于金属件,涂料为粉末状,经高温固化形成涂层,防护性强、无异味、环保;
3. 氟碳喷涂:适用于高端金属件(如幕墙、高端五金),耐候性、耐腐性极强,色泽持久,不易褪色;
4. 空气喷涂:适用于各类零件,操作灵活,可适配复杂异形件,涂层细腻,多用于小批量定制加工;
5. 高压无气喷涂:适用于大面积工件(如建筑外墙、大型设备外壳),喷涂效率高,涂层厚实、无气痕;
6. 电泳喷涂:适用于金属零件,涂层均匀、附着力强,防腐性能优良,多用于汽车零部件;
7. 哑光喷涂:适用于家电、家具零件,涂层无光泽,质感柔和,可遮盖轻微表面瑕疵;
8. 亮光喷涂:适用于汽车、高端五金,涂层光泽度高,外观精致,需严格控制环境与操作,避免杂质;
9. 磨砂喷涂:适用于电子设备、五金手柄,涂层有磨砂质感,防滑、防指纹,手感舒适;
10. 高温喷涂:适用于高温环境零件(如锅炉、高温管道),涂层耐高温、耐腐蚀,可承受400℃以上高温。
3、核心工艺流程
完整流程:预处理→工件装夹→涂料调配→喷涂作业→干燥固化→后处理→质量检测
1. 预处理:清理工件表面油污、氧化皮、毛刺,必要时进行磷化、钝化处理,确保表面洁净、无杂质(配图见前文预处理图);
2. 工件装夹:将预处理后的工件固定在专用夹具上,确保喷涂时无晃动,避免涂层不均匀;
3. 涂料调配:按涂料说明,将涂料与稀释剂、固化剂按比例混合,搅拌均匀,静置片刻去除气泡;
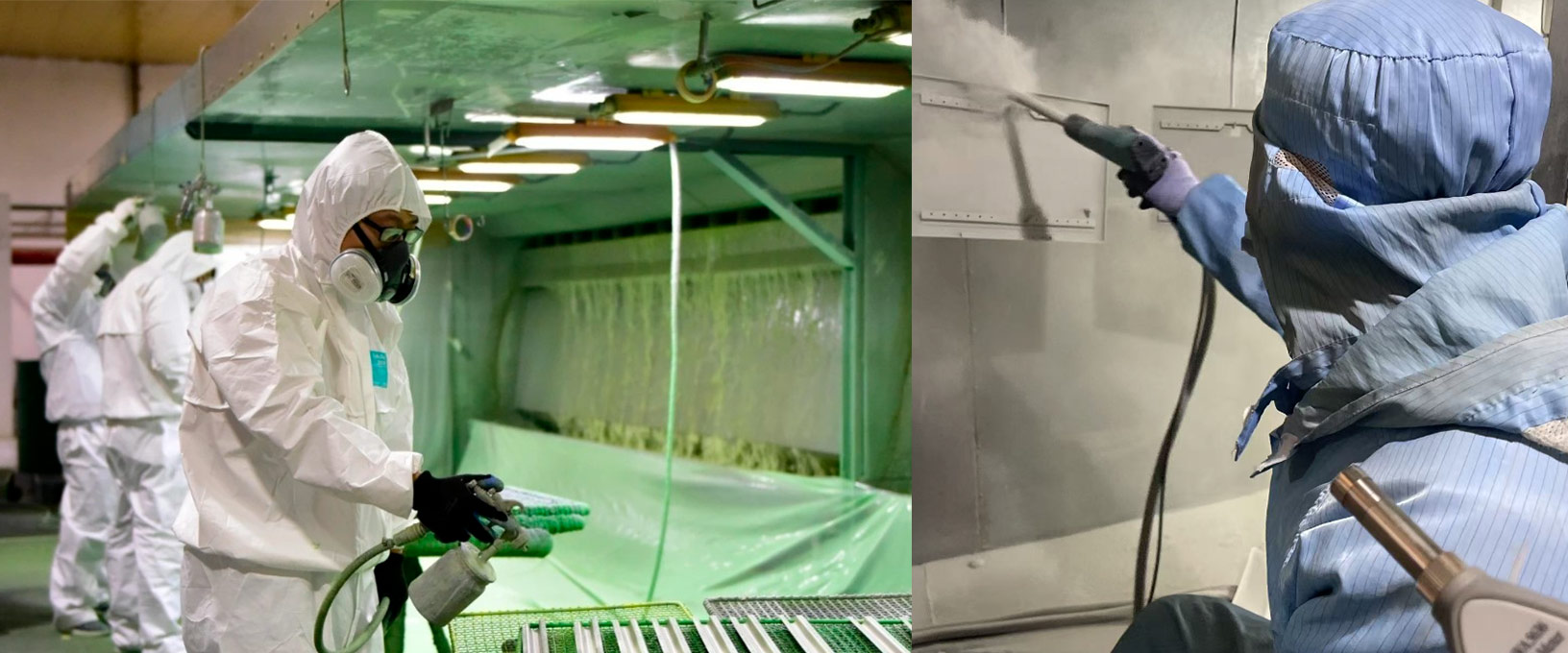
4. 喷涂作业:在无尘车间内,按规范操作喷枪,薄喷多遍,确保涂层均匀,无流挂、无漏喷;
5. 干燥固化:将喷涂后的工件放入烘干房或置于常温环境,按要求控制温度与时间,确保涂层完全固化;
6. 后处理:固化后清理工件表面多余涂层、流挂痕迹,必要时进行打磨、抛光,优化表面质感;
7. 质量检测:检查涂层外观(无气泡、无颗粒、无色差)、附着力(用划格法检测)、厚度,确保符合加工要求。
 扫二维码 访问手机站
扫二维码 访问手机站